MIL-DTL-18714F (OS)
3. REQUIREMENTS
3.1 First article and quality conformance. When specified in the solicitation or contract order (see 6.2),
a sample shall be subjected to first article inspection (see 6.3) in accordance with 4.3. Primer lots shall be
formed in accordance with 4.4.1. All primer lots shall be subjected to quality conformance inspection in
accordance with 4.4.
3.2 Characteristics. All primers shall be inspected according to Tables II through XXVII as specified
herein. The characteristics of the primer assembly drawing (drawing 2434755), and associated components,
shall be inspected for conformance in accordance with the quality requirements identified in the contract,
which shall include the requirements in 4.3 and 4.4.
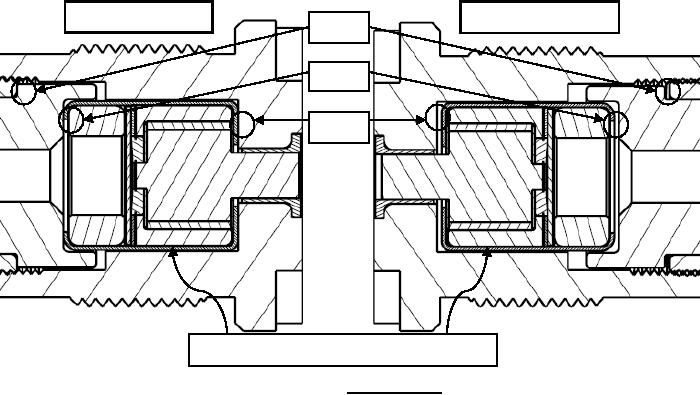
3.3 Radiographic (M101E). All primers shall be 100% radiographically inspected using the methods
specified in 4.6.1. Primers shall not exhibit any discernible gaps as identified in Figure 1 (locations 1, 2, and
3). The presence, correct position, and correct orientation of the components of drawing 2434755 shall be
verified (except surface primer, sealing compound, and varnish, find nos. 4, 5, and 8, respectively).
ACCEPTABLE
UNACCEPTABLE
No. 1
No. 2
No. 3
Ignition Element, MK 1, MOD 1 Assembly
FIGURE 1. Gap locations
3.4 Black powder moisture content (M102). The moisture content of the black powder within the primer
shall not exceed 0.70 percent by weight (see 4.6.2).
3.5 Detail strip. When required for first article inspection (see 4.3), and quality conformance inspection
(see 4.4), the primer shall undergo detail strip inspection in accordance with 4.6.3 to verify conformance of
3.5a and 3.5b, below. Electrical resistance (see 3.6) and vibration (see 3.8) shall be performed prior to detail
strip for the applicable primers.
4
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business